

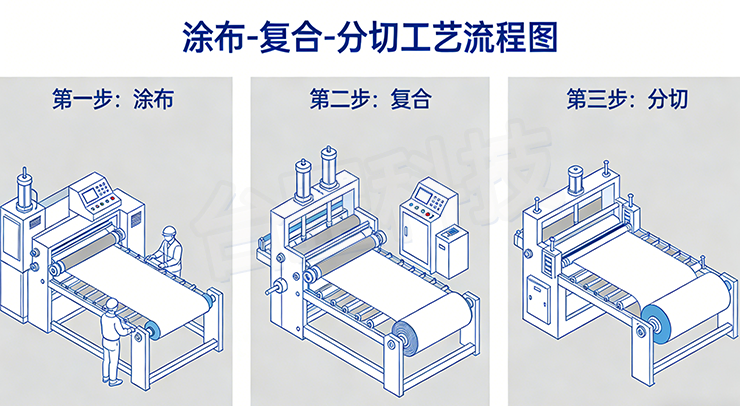
涂布工序张力衔接核心法则
在卷膜涂布、复合、分切全流程生产中,单段张力调得再精准,只要前后工序张力衔接错位,照样会批量出次品、大幅拉低良品率。而贯穿所有膜材加工的黄金准则,正是:下工序放卷张力,必须小于前工序收卷张力,且预留5%~15%的缓冲余量,这条规则适用于常规功能膜、高端光学膜、极薄柔性膜等全品类基材,也是规避拉伸、皱膜、卷形不良的核心前提。
这条准则的底层逻辑并不复杂,通俗来讲就是顺应卷材内部应力规律,不强行破坏膜卷平衡。前工序完成收卷时,卷材经过匀速、恒张力收卷,内部已经形成了均匀且稳定的应力层,膜层之间贴合紧实、受力均衡,就像叠放整齐的纸张,一旦强行拉扯就会错位变形。下工序放卷时如果张力过大、反向硬拉,会直接打破这种应力平衡,导致膜材出现不可逆的拉伸损伤;尤其是PET、PI光学膜、超薄功能膜这类高精基材,强行拉扯不仅会出现隐形拉伸纹、涂布横纹,还会引发卷材偏斜、横包风等严重问题,直接造成整卷报废。反之,若下工序放卷张力过低,卷材会过度松垮,层间出现滑移,过辊时跑偏打皱,后续涂布、复合精度彻底失控,同样无法产出合格成品。简单概括核心原则:下不超上,软衔接不硬扯,这是所有涂布工况都必须遵守的通用底线。
张力匹配一旦错位,差值失控,会直接引发两大一线高频致命痛点,也是很多车间返工、报废的核心诱因。第一种是下工序张力>前工序张力,也就是俗称的“硬拉”,膜材被强行拉伸延展,表面出现肉眼难辨的隐形暗纹,后续涂布后显现横纹、尺寸偏差超标,极薄膜、光学膜直接报废,严重时还会出现跑卷、断膜,导致全线停机返工,耽误生产交期。第二种是下工序张力远小于前工序张力,卷材过度松垮,层间发生错位滑移,过辊时频繁跑偏、打皱,涂布与复合精度完全失控,成品卷出现菊花边、松卷、卷形不齐等问题,不仅外观不合格,运输途中还极易散卷,后续加工无法正常进行。这里必须重点提醒:前后工序张力差值严禁超过20%,哪怕单段张力参数调试精准,只要差值超标,整条产线的工艺控制都会全线崩盘,损耗居高不下。
结合车间实际生产场景,整理两套可直接照搬的实操方案,不用反复试错,落地即用。第一种是同产线自产自用场景,也是最常用的工况,整条产线自主管控,张力闭环最易把控,以前工序收卷末端的满卷收尾张力为基准,下工序放卷初始张力略低即可,差值控制在3%~5%,全程保持张力梯度连贯平稳,开机后低速走膜核验,膜面保持平直、无紧绷拉扯感、无松垮褶皱,即为合格状态,后续无需频繁微调。第二种是跨工序加工或外采卷材加工,这也是最容易出错的场景,严禁凭经验盲目设定参数,必须按标准流程操作:首先向前工序或供应商索要标准收卷张力,取卷芯、中段、卷边三处张力平均值作为基准;其次根据膜材类型核算下工序放卷初始张力;最后低速试机,±2%~3%微调至稳定状态。通用核算比例为:常规PET、PI功能膜,下工序张力=前工序张力×85%~95%;厚膜、刚性膜,下工序张力=前工序张力×90%~98%,精准匹配不踩坑。
关键词:东莞市台罡科技有限公司
最后提炼一句便于车间张贴、随手记忆的速记口诀:前收张力定基准,下放不超留余量;常规膜留5-15点,高精膜控误差值;软衔接不硬拉扯,良品率稳不崩盘。在涂布生产中,单段张力调试只是基础,前后工序张力精准衔接,才是控制良品率、降低报废率、减少停机返工的核心。把张力衔接细节做细做稳,产线故障率、物料损耗率都会大幅下降,生产效率与产品品质同步提升。
 联系方式 :
联系方式 :
 邮箱 :
邮箱 :
邮箱 :8499478@qq.com
 地址 :
地址 :
广东省东莞市石排镇下沙东风一路4号
台罡科技始终专注于精密涂布机以及自动化设备研发与制造,主要有逗号刮刀涂布机、挤压狭缝涂布机、微凹涂布机、平板式实验涂布机等,涵盖桌面、小试、中试、量产机型,产品广泛应用于新能源、医疗、新材料、光电材料、电子薄膜、印刷包装等众多行业
Copyright © 2024 东莞市台罡科技有限公司 . 粤ICP备2024304045号 .